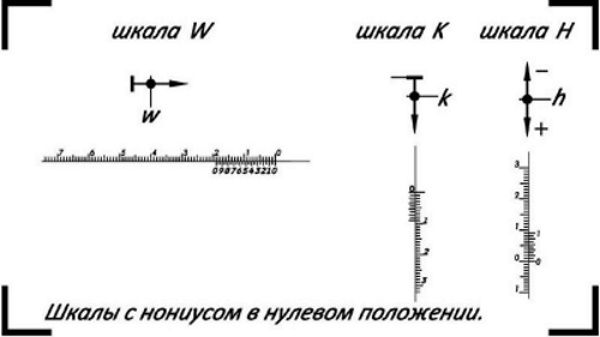
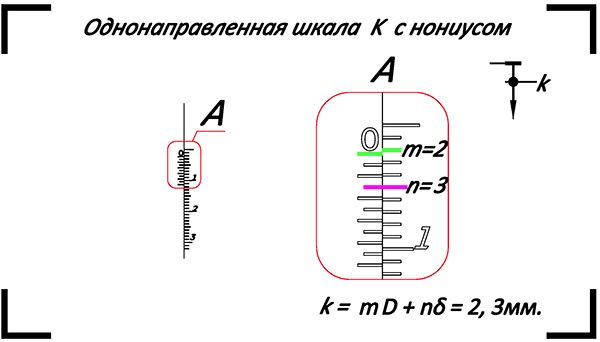
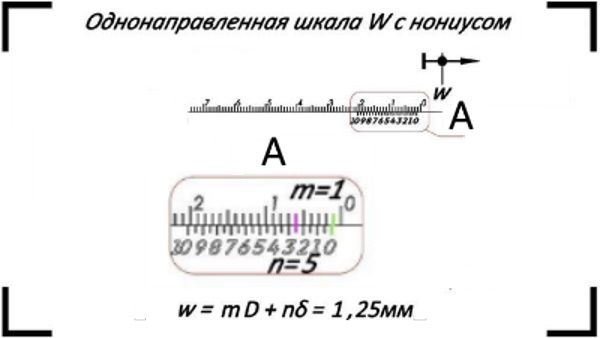
Шаблон TapiRUS имеет три шкалы с нониусом. Использование нониуса позволяет увеличить в несколько раз точность считывания по существующим шкалам K, H и W. Принцип работы нониуса основан на следующем.
Точность визуальной интерполяции положения указателя между делениями шкалы низка (около 1/3 деления), однако глаз может с гораздо большей точностью фиксировать точное совпадение двух рисок. Ошибка в регистрации такого совпадения составляет доли толщины риски, что при тонких рисках значительно меньше, чем вышеупомянутая 1/3 расстояния между самими рисками. Нониус и позволяет перевести информацию о положении указателя между делениями шкалы в регистрацию точного совпадения двух рисок – риски самой шкалы с риской вспомогательной шкалы – нониуса.
Нониус представляет собой связанную с указателем подвижную шкалу, скользящую вдоль основной шкалы. Указатель является одновременно “нулем” шкалы нониуса. Деления на шкале нониуса наносятся следующим образом. Выбирается точность нониуса:
δ = D/N,
где D – цена деления основной шкалы (для шкал K, H и W равна 1 мм)
N – натуральное число (10 для шкал K, H и 20 для шкалы W).
Если совместить нуль нониуса с одним из делений основной шкалы, то первая риска нониуса наносится так, чтобы она отставала относительно следующей риски шкалы на δ, вторая – на 2δ, n-я – на nδ. Последняя N-ая риска нониуса снова совпадает с одной из рисок основной шкалы.