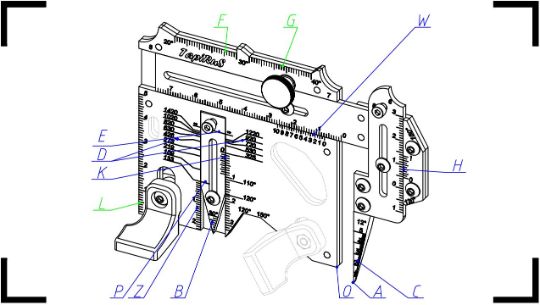
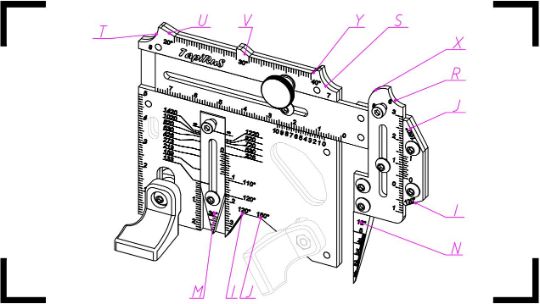
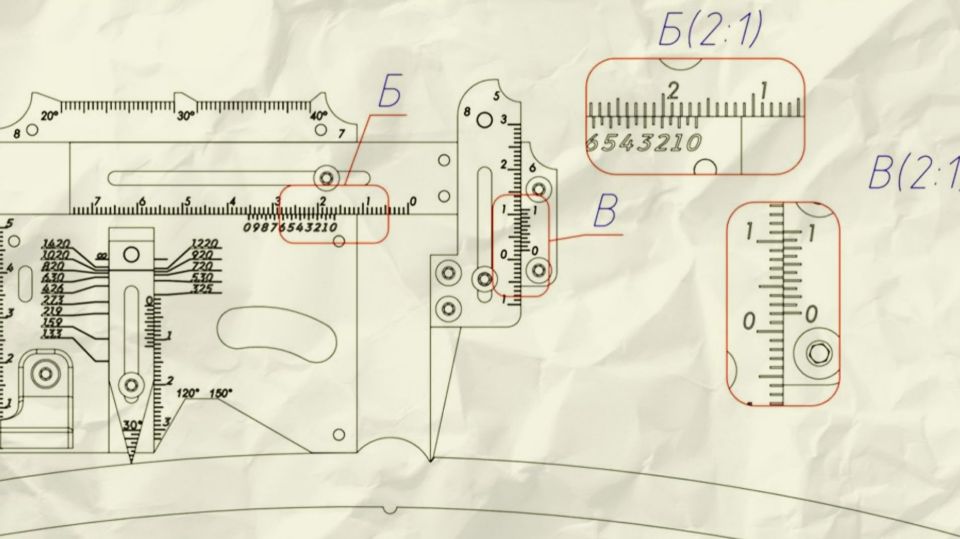
The fillet arm 2 allows you to measure the root gaps using the scale E. Leg lengths and grooves on flat surfaces are measured by the vertical unidirectional scale D.
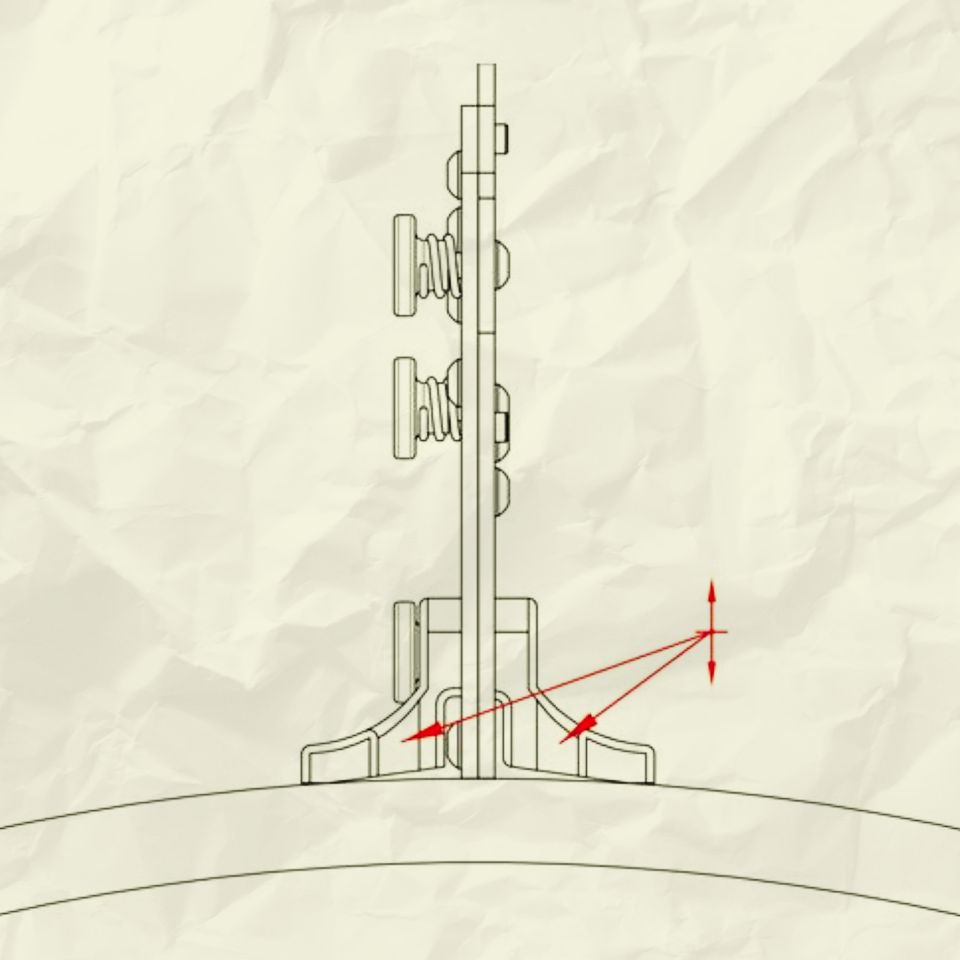
Position the taper gauge 5 along the normal to the surface for cylindrical objects when
measuring the parameters of longitudinal welds.
Lastly, the fillet arm 2 should be extended out
from the base (1), and the position of the grinding mark indicator J should correspond to the
inspected pipe diameter of [133 ... 1420] mm.
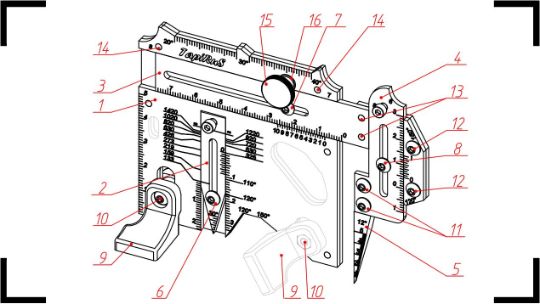
The position of the fillet arm 2 should be fixed by
tightening the filletv arm rivet.
The taper gauge 5 serves as the main measuring element and it is made of hardened steel.
However, to prevent its premature wear, raise it up before loosening it by adjusting the Top
High-Lo rivet 8. Lower it until it makes contact with the surface of the inspected object at the
measurement point. The bi-directional scale C on the top High-Lo arm 4 allows taking
measurements with the taper gauge 5along the normal to the surface.
Measurement of linear dimensions on a controlled surface or on a tangent to it is carried out
on a horizontal scale B located on the the linear member 3, after it makes contact with the
taper gauge 5at the point of measurement.Bar adjustiments are regulated and altered by the
screw denoted by 7.
To fix the linear member 3 in the measuring position, both the the clamping screw 15 and a linear member washer 16 are used, with which the strap 3 is pressed against the base 1
Smoothness transition assessment from the weld to the metal base is made by calibrators
denoted by the letter N and O.
It is also allowed to dissemble the parts of the welding gauge by removing the rivets 6 ... 8 and
the pivot 9.